
ABL Tubes: The Ultimate Guide to Aluminum Barrier Laminate Packaging (2025 Edition)
Time: 2025-12-09 10:28:33
Author: Jiangsu Xinfly Packaging Co.,Ltd
Click:
In a world that demands both product protection and aesthetic appeal, ABL Tubes
In a world that demands both product protection and aesthetic appeal, ABL Tubes have become an essential component of modern packaging. Whether it’s your favorite toothpaste, a premium face cream, or a medical ointment, chances are it comes in an ABL tube.
These tubes combine plastic flexibility with aluminum’s barrier strength, providing unmatched protection from oxygen, moisture, and light—all while maintaining an elegant, high-end appearance.
What Are ABL Tubes?
Meaning of ABL (Aluminum Barrier Laminate)
The term ABL stands for Aluminum Barrier Laminate, referring to a multi-layered structure where a thin aluminum layer is sandwiched between layers of plastic. This structure creates a strong, flexible barrier that safeguards sensitive products against contamination or degradation.
Key Components and Layers
A standard ABL tube consists of:
- Outer Layer (PE) – Printable surface for design and labeling.
- Middle Layer (Aluminum Foil) – Acts as a protective shield against light, oxygen, and moisture.
- Inner Layer (PE) – Provides chemical compatibility with the product inside.
This combination ensures a lightweight yet durable packaging solution that extends shelf life and maintains product integrity.
Manufacturing Process of ABL Tubes
The production of ABL tubes is a technologically precise process involving multiple steps.
Material Extrusion and Lamination
First, layers of plastic film and aluminum foil are laminated together under controlled temperature and pressure. This creates a continuous laminate web that combines flexibility and protection.
Printing and Decoration
The laminate web is then digitally or flexographically printed with brand designs, product details, and decorative effects like metallic finishes or embossed textures.
Tube Forming and Capping
The printed laminate is shaped into a cylindrical form, heat-sealed, and fitted with a shoulder and cap. The process ensures a leak-proof, durable, and aesthetic final product.
Advantages of ABL Tubes
Superior Barrier Protection
ABL tubes offer the best protection among all laminate options. The aluminum layer blocks UV light, gases, and moisture, preventing product degradation — crucial for cosmetics and pharmaceuticals.
Durability and Strength
Their robust construction minimizes punctures, leakage, and deformation, making them ideal for products that need long-term storage.
Premium Aesthetic Appeal
The metallic sheen of aluminum provides a luxury feel, perfect for brands that value visual impact. It also allows for high-resolution printing and labeling versatility.
Limitations of ABL Tubes
Recycling Difficulties
Due to their multi-layered structure of metal and plastic, ABL tubes are not easily recyclable in traditional plastic recycling streams. Specialized facilities are required to separate the layers — a process still being developed at scale.
Cost and Production Considerations
ABL tubes can be slightly more expensive than all-plastic alternatives (PBL tubes). The aluminum layer also adds complexity during manufacturing, increasing setup and energy costs.
Applications of ABL Tubes in Different Industries
Cosmetic and Skincare Packaging
ABL tubes are popular in high-end skincare products, such as whitening creams, sunscreens, and lotions that require strong UV protection and long shelf life.
Pharmaceutical and Medical Ointments
The pharmaceutical industry values ABL tubes for their airtight, sterile, and tamper-resistant properties, ensuring product stability and safety.
Oral Care and Toothpaste Industry
Perhaps the most iconic use of ABL tubes — toothpaste packaging. The aluminum barrier prevents flavor loss and bacterial growth, maintaining freshness until the last squeeze.
Food and Nutraceutical Products
ABL tubes are also used for nutritional gels, honey, and condiments, as they prevent oxidation and preserve flavor.
ABL Tubes vs PBL Tubes: What’s the Difference?
Barrier Strength and Recyclability
| Feature | ABL Tubes | PBL Tubes |
|---|---|---|
| Barrier Type | Aluminum Foil | EVOH Plastic |
| Protection | Excellent (Light, Oxygen, Moisture) | Good (Less Effective) |
| Recyclability | Limited | Fully Recyclable |
| Flexibility | Medium | High |
| Appearance | Metallic Gloss | Matte or Glossy Plastic |
Visual Appearance and Flexibility
ABL tubes provide a metallic premium finish, making them suitable for luxury packaging. PBL tubes, being fully plastic, are more flexible and eco-friendly but lack the metallic sheen of ABL.
Recent Innovations in ABL Tube Technology
Reduced Foil Thickness and Lightweight Designs
Manufacturers are developing ABL tubes with ultra-thin aluminum layers to reduce material consumption while retaining barrier performance. This lowers carbon footprint and improves sustainability.
Hybrid and Recyclable ABL Structures
Some companies are experimenting with recyclable ABL tubes made using special adhesives and mono-material outer layers. These innovations aim to make ABL tubes compatible with existing PE recycling systems.
Environmental Impact and Sustainability
Efforts to Improve Recyclability
Brands and manufacturers are investing in eco-design approaches, such as:
- Switching to bio-based polyethylene (PE) for outer layers.
- Partnering with recycling programs like TerraCycle.
- Using eco-friendly inks and adhesives to simplify recycling.
Closed-Loop Recycling Systems
Industry leaders like Huhtamaki and Albea have initiated pilot projects for closed-loop systems, where used laminate waste is collected, separated, and repurposed into new packaging materials.
Top Global Manufacturers of ABL Tubes
Essel Propack (Huhtamaki)
A global leader producing billions of ABL tubes annually, known for EcoLam — a recyclable ABL structure.
Amcor and Albea Group
These companies are pioneers in developing lightweight, high-barrier ABL laminates with reduced aluminum usage.
Small Eco-Focused Manufacturers
Startups like Tubex and Pack-Tube are leading the charge in green ABL innovations, focusing on recyclable materials and zero-waste production.
Frequently Asked Questions (FAQs)
1. What does ABL stand for?
ABL means Aluminum Barrier Laminate, referring to a tube structure containing a thin aluminum layer that offers protection against external factors.
2. Are ABL tubes recyclable?
Traditional ABL tubes are not easily recyclable due to mixed materials, but new eco-ABL solutions are being developed for better recyclability.
3. Why are ABL tubes used in toothpaste?
Because aluminum provides excellent barrier protection, ensuring toothpaste remains fresh, flavorful, and bacteria-free.
4. How are ABL tubes printed?
They are typically printed using flexographic or rotogravure techniques that allow high-quality visuals and metallic effects.
5. What’s the difference between ABL and PBL tubes?
ABL tubes include aluminum for superior protection, while PBL tubes are made entirely of plastic, making them more eco-friendly.
6. Can ABL tubes be used for food packaging?
Yes, they are used for products like honey, sauces, and condiments, offering excellent preservation.
Conclusion: Why ABL Tubes Remain Essential in Modern Packaging
Despite growing demand for recyclable alternatives, ABL tubes continue to dominate industries that require maximum barrier protection and premium aesthetics. Their unmatched ability to shield products from oxygen, light, and moisture makes them indispensable for toothpaste, cosmetics, and pharmaceuticals alike.
With ongoing innovations in eco-ABL technologies, the future promises a balance between functionality and sustainability — keeping ABL tubes relevant in the global packaging landscape.

点击右上角
分享给朋友吧







 Long by picture save/share
Long by picture save/share
0
文章推荐
How to Choose the Right Cosmetic Tube Supplier for Your Brand
How to Choose the Right Cosmetic Tube Manufacturer for Your Brand in 2025
Jiangsu Xinfly Packaging Co., Ltd. was established
Jiangsu Xinfly Packaging Co., Ltd. Yangzhou Sales Department was established
Taiwan Office (Taiwan Bintai Enterprise)
ABL Tubes: The Ultimate Guide to Aluminum Barrier Laminate Packaging (2025 Edition)
Time: 2025-12-09 10:28:33
Author: Jiangsu Xinfly Packaging Co.,Ltd
Click:
In a world that demands both product protection and aesthetic appeal, ABL Tubes
In a world that demands both product protection and aesthetic appeal, ABL Tubes have become an essential component of modern packaging. Whether it’s your favorite toothpaste, a premium face cream, or a medical ointment, chances are it comes in an ABL tube.
These tubes combine plastic flexibility with aluminum’s barrier strength, providing unmatched protection from oxygen, moisture, and light—all while maintaining an elegant, high-end appearance.
What Are ABL Tubes?
Meaning of ABL (Aluminum Barrier Laminate)
The term ABL stands for Aluminum Barrier Laminate, referring to a multi-layered structure where a thin aluminum layer is sandwiched between layers of plastic. This structure creates a strong, flexible barrier that safeguards sensitive products against contamination or degradation.
Key Components and Layers
A standard ABL tube consists of:
- Outer Layer (PE) – Printable surface for design and labeling.
- Middle Layer (Aluminum Foil) – Acts as a protective shield against light, oxygen, and moisture.
- Inner Layer (PE) – Provides chemical compatibility with the product inside.
This combination ensures a lightweight yet durable packaging solution that extends shelf life and maintains product integrity.
Manufacturing Process of ABL Tubes
The production of ABL tubes is a technologically precise process involving multiple steps.
Material Extrusion and Lamination
First, layers of plastic film and aluminum foil are laminated together under controlled temperature and pressure. This creates a continuous laminate web that combines flexibility and protection.
Printing and Decoration
The laminate web is then digitally or flexographically printed with brand designs, product details, and decorative effects like metallic finishes or embossed textures.
Tube Forming and Capping
The printed laminate is shaped into a cylindrical form, heat-sealed, and fitted with a shoulder and cap. The process ensures a leak-proof, durable, and aesthetic final product.
Advantages of ABL Tubes
Superior Barrier Protection
ABL tubes offer the best protection among all laminate options. The aluminum layer blocks UV light, gases, and moisture, preventing product degradation — crucial for cosmetics and pharmaceuticals.
Durability and Strength
Their robust construction minimizes punctures, leakage, and deformation, making them ideal for products that need long-term storage.
Premium Aesthetic Appeal
The metallic sheen of aluminum provides a luxury feel, perfect for brands that value visual impact. It also allows for high-resolution printing and labeling versatility.
Limitations of ABL Tubes
Recycling Difficulties
Due to their multi-layered structure of metal and plastic, ABL tubes are not easily recyclable in traditional plastic recycling streams. Specialized facilities are required to separate the layers — a process still being developed at scale.
Cost and Production Considerations
ABL tubes can be slightly more expensive than all-plastic alternatives (PBL tubes). The aluminum layer also adds complexity during manufacturing, increasing setup and energy costs.
Applications of ABL Tubes in Different Industries
Cosmetic and Skincare Packaging
ABL tubes are popular in high-end skincare products, such as whitening creams, sunscreens, and lotions that require strong UV protection and long shelf life.
Pharmaceutical and Medical Ointments
The pharmaceutical industry values ABL tubes for their airtight, sterile, and tamper-resistant properties, ensuring product stability and safety.
Oral Care and Toothpaste Industry
Perhaps the most iconic use of ABL tubes — toothpaste packaging. The aluminum barrier prevents flavor loss and bacterial growth, maintaining freshness until the last squeeze.
Food and Nutraceutical Products
ABL tubes are also used for nutritional gels, honey, and condiments, as they prevent oxidation and preserve flavor.
ABL Tubes vs PBL Tubes: What’s the Difference?
Barrier Strength and Recyclability
| Feature | ABL Tubes | PBL Tubes |
|---|---|---|
| Barrier Type | Aluminum Foil | EVOH Plastic |
| Protection | Excellent (Light, Oxygen, Moisture) | Good (Less Effective) |
| Recyclability | Limited | Fully Recyclable |
| Flexibility | Medium | High |
| Appearance | Metallic Gloss | Matte or Glossy Plastic |
Visual Appearance and Flexibility
ABL tubes provide a metallic premium finish, making them suitable for luxury packaging. PBL tubes, being fully plastic, are more flexible and eco-friendly but lack the metallic sheen of ABL.
Recent Innovations in ABL Tube Technology
Reduced Foil Thickness and Lightweight Designs
Manufacturers are developing ABL tubes with ultra-thin aluminum layers to reduce material consumption while retaining barrier performance. This lowers carbon footprint and improves sustainability.
Hybrid and Recyclable ABL Structures
Some companies are experimenting with recyclable ABL tubes made using special adhesives and mono-material outer layers. These innovations aim to make ABL tubes compatible with existing PE recycling systems.
Environmental Impact and Sustainability
Efforts to Improve Recyclability
Brands and manufacturers are investing in eco-design approaches, such as:
- Switching to bio-based polyethylene (PE) for outer layers.
- Partnering with recycling programs like TerraCycle.
- Using eco-friendly inks and adhesives to simplify recycling.
Closed-Loop Recycling Systems
Industry leaders like Huhtamaki and Albea have initiated pilot projects for closed-loop systems, where used laminate waste is collected, separated, and repurposed into new packaging materials.
Top Global Manufacturers of ABL Tubes
Essel Propack (Huhtamaki)
A global leader producing billions of ABL tubes annually, known for EcoLam — a recyclable ABL structure.
Amcor and Albea Group
These companies are pioneers in developing lightweight, high-barrier ABL laminates with reduced aluminum usage.
Small Eco-Focused Manufacturers
Startups like Tubex and Pack-Tube are leading the charge in green ABL innovations, focusing on recyclable materials and zero-waste production.
Frequently Asked Questions (FAQs)
1. What does ABL stand for?
ABL means Aluminum Barrier Laminate, referring to a tube structure containing a thin aluminum layer that offers protection against external factors.
2. Are ABL tubes recyclable?
Traditional ABL tubes are not easily recyclable due to mixed materials, but new eco-ABL solutions are being developed for better recyclability.
3. Why are ABL tubes used in toothpaste?
Because aluminum provides excellent barrier protection, ensuring toothpaste remains fresh, flavorful, and bacteria-free.
4. How are ABL tubes printed?
They are typically printed using flexographic or rotogravure techniques that allow high-quality visuals and metallic effects.
5. What’s the difference between ABL and PBL tubes?
ABL tubes include aluminum for superior protection, while PBL tubes are made entirely of plastic, making them more eco-friendly.
6. Can ABL tubes be used for food packaging?
Yes, they are used for products like honey, sauces, and condiments, offering excellent preservation.
Conclusion: Why ABL Tubes Remain Essential in Modern Packaging
Despite growing demand for recyclable alternatives, ABL tubes continue to dominate industries that require maximum barrier protection and premium aesthetics. Their unmatched ability to shield products from oxygen, light, and moisture makes them indispensable for toothpaste, cosmetics, and pharmaceuticals alike.
With ongoing innovations in eco-ABL technologies, the future promises a balance between functionality and sustainability — keeping ABL tubes relevant in the global packaging landscape.
点击右上角
分享给朋友吧
Long by picture save/share
0
More News
How to Choose the Right Cosmetic Tube Supplier for Your Brand
How to Choose the Right Cosmetic Tube Manufacturer for Your Brand in 2025
Jiangsu Xinfly Packaging Co., Ltd. was established
Jiangsu Xinfly Packaging Co., Ltd. Yangzhou Sales Department was established
Taiwan Office (Taiwan Bintai Enterprise)
Customized Cosmetic Tubes Packaging
One-stop Solutions by Xinfly Packaging

Empty Tube Cosmetic Cream Lotion Facial Cleanser Tubes Gold High Glossy ABL Plastic 100ml 120ml Cosmetic Packaging Round
Empty Tube Cosmetic Cream Lotion Facial Cleanser Tubes Gold High Glossy ABL Plastic 100ml 120ml Cosmetic Packaging Round Tube Manufacturer at www.cosmetic-tube.net

100g Cosmetic Plastic Cream Soft Plastic Tube Laminated Soft Plastic Toothpaste Tube Packaging With Screw Lid
100g Cosmetic Plastic Cream Soft Plastic Tube Laminated Soft Plastic Toothpaste Tube Packaging With Screw Lid Manufacturer at www.cosmetic-tube.net

Manufacturers wholesale new empty lipstick tubes hang pendantslip gloss squeeze tube
Manufacturers wholesale new empty lipstick tubes hang pendantslip gloss squeeze tube with Custom logo at www.cosmetic-tube.net
Diameter: 16mm-60mm
Length: adjusted within the range of tube capacity (3ml to 500ml)
Layer: mono-layer,double-layer and 5layers tube
Shape: round,oval,super flat
Material: LDPE,HDPE,MDPE,LLDPE,SOFT TOUCH,EVOH
Tube color: white, transparent,colored
Printing: 1-6 colors offset ,silk cosmetic tube

Hot Sale Squeeze PETG Eye Cream Tube Lip Gloss Tubes Lip Balm Packaging Custom Volume Replaceable Head with Custom logo
Hot Sale Squeeze PETG Eye Cream Tube Lip Gloss Tubes Lip Balm Packaging Custom Volume Replaceable Head with Custom logo at www.cosmetic-tube.net
Diameter: 16mm-60mm
Length: adjusted within the range of tube capacity (3ml to 500ml)
Layer: mono-layer,double-layer and 5layers tube
Shape: round,oval,super flat
Material: LDPE,HDPE,MDPE,LLDPE,SOFT TOUCH,EVOH
Tube color: white, transparent,colored
Printing: 1-6 colors offset ,silk cosmetic tube

OEM/ODM Plastic Tube Empty PE Tube Skin Cream Cleanser Face Cream Sunscreen Cosmetic Packaging Squeeze Tube Manufacturer
OEM/ODM Plastic Tube Empty PE Tube Skin Cream Cleanser Face Cream Sunscreen Cosmetic Packaging Squeeze Tube Manufacturer at www.cosmetic-tube.net

50-100ML Aluminium Collapsible Tubes Hand Cream Tube With Octagonal Top
50-100ML Aluminium Collapsible Tubes Hand Cream Tube With Octagonal Top manufacturers and suppliers at www.cosmetic-tube.net

Manufacturer Empty PE Eye Cream Tube Cosmetic Packaging Squeeze Tube with Long Nozzle Custom Medical Gel Container
Manufacturer Empty PE Eye Cream Tube Cosmetic Packaging Squeeze Tube with Long Nozzle Custom Medical Gel Container from Jiangsu Xinfly Packaging Co.,LTD at www.cosmetic-tube.net
Diameter: 16mm-60mm
Length: adjusted within the range of tube capacity (3ml to 500ml)
Layer: mono-layer,double-layer and 5layers tube
Shape: round,oval,super flat
Material: LDPE,HDPE,MDPE,LLDPE,SOFT TOUCH,EVOH
Tube color: white, transparent,colored
Printing: 1-6 colors offset ,silk cosmetic tube

empty packaging cosmetic eyecream tube with steel ball applicator head
empty packaging cosmetic eyecream tube with steel ball applicator head from Jiangsu Xinfly Packaging Co.,LTD at www.cosmetic-tube.net
Diameter: 16mm-60mm
Length: adjusted within the range of tube capacity (3ml to 500ml)
Layer: mono-layer,double-layer and 5layers tube
Shape: round,oval,super flat
Material: LDPE,HDPE,MDPE,LLDPE,SOFT TOUCH,EVOH
Tube color: white, transparent,colored
Printing: 1-6 colors offset ,silk cosmetic tube

Manufacturer Oem/Odm Customized Soft Plastic Skin Cream Lotion Pe Empty Tube Cosmetic Packaging Composite Nozzle Tubes
Manufacturer Oem/Odm Customized Soft Plastic Skin Cream Lotion Pe Empty Tube Cosmetic Packaging Composite Nozzle Tubes from Jiangsu Xinfly Packaging Co.,LTD at www.cosmetic-tube.net
Diameter: 16mm-60mm
Length: adjusted within the range of tube capacity (3ml to 500ml)
Layer: mono-layer,double-layer and 5layers tube
Shape: round,oval,super flat
Material: LDPE,HDPE,MDPE,LLDPE,SOFT TOUCH,EVOH
Tube color: white, transparent,colored
Printing: 1-6 colors offset ,silk cosmetic tube

10g 10ml 15ml Empty Custom Color Squeeze Tube lip Gloss Lipstick lip Balm Squeeze Tube Packaging Plastic Tube
10g 10ml 15ml Empty Custom Color Squeeze Tube lip Gloss Lipstick lip Balm Squeeze Tube Packaging Plastic Tube at www.cosmetic-tube.net
Diameter: 16mm-60mm
Length: adjusted within the range of tube capacity (3ml to 500ml)
Layer: mono-layer,double-layer and 5layers tube
Shape: round,oval,super flat
Material: LDPE,HDPE,MDPE,LLDPE,SOFT TOUCH,EVOH
Tube color: white, transparent,colored
Printing: 1-6 colors offset ,silk cosmetic tube

50ml Silver Metallic Glossy Aluminum Laminated Cosmetics Tubes
50ml Silver Metallic Glossy Aluminum Laminated Cosmetics Tubes Cosmetic Tube manufacturers and suppliers at www.cosmetic-tube.net
Diameter: 16mm-60mm
Length: adjusted within the range of tube capacity (3ml to 500ml)
Layer: mono-layer,double-layer and 5layers tube
Shape: round,oval,super flat
Material: LDPE,HDPE,MDPE,LLDPE,SOFT TOUCH,EVOH
Tube color: white, transparent,colored
Printing: 1-6 colors offset ,silk cosmetic tube

ABL shiny metallic packing with style Gold Aluminum Plastic Cream tube airless Facial Cleansing Cosmetic Tube
ABL shiny metallic packing with style Gold Aluminum Plastic Cream tube airless Facial Cleansing Cosmetic Tube manufacturers and suppliers at www.cosmetic-tube.net
Diameter: 16mm-60mm
Length: adjusted within the range of tube capacity (3ml to 500ml)
Layer: mono-layer,double-layer and 5layers tube
Shape: round,oval,super flat
Material: LDPE,HDPE,MDPE,LLDPE,SOFT TOUCH,EVOH
Tube color: white, transparent,colored
Printing: 1-6 colors offset ,silk cosmetic tube

Cosmetic Tube Packaging Cosmetics Container
Cosmetic Tube,Packaging Cosmetics Container manufacturers and suppliers at www.cosmetic-tube.net
Diameter: 16mm-60mm
Length: adjusted within the range of tube capacity (3ml to 500ml)
Layer: mono-layer,double-layer and 5layers tube
Shape: round,oval,super flat
Material: LDPE,HDPE,MDPE,LLDPE,SOFT TOUCH,EVOH
Tube color: white, transparent,colored
Printing: 1-6 colors offset ,silk cosmetic tube

Plastic cosmetic tube manufacturers and suppliers
Plastic cosmetic tube manufacturers and suppliers at www.cosmetic-tube.net
Diameter: 16mm-60mm
Length: adjusted within the range of tube capacity (3ml to 500ml)
Layer: mono-layer,double-layer and 5layers tube
Shape: round,oval,super flat
Material: LDPE,HDPE,MDPE,LLDPE,SOFT TOUCH,EVOH
Tube color: white, transparent,colored
Printing: 1-6 colors offset ,silk cosmetic tube

Black 120ml 150ml skin care tube cosmetic plastic packaging tube BB CC cream round plastic packaging tube with screw cap
black 120ml 150ml skin care tube cosmetic plastic packaging tube BB CC cream round plastic packaging tube with screw cap at www.cosmetic-tube.net
Diameter: 16mm-60mm
Length: adjusted within the range of tube capacity (3ml to 500ml)
Layer: mono-layer,double-layer and 5layers tube
Shape: round,oval,super flat
Material: LDPE,HDPE,MDPE,LLDPE,SOFT TOUCH,EVOH
Tube color: white, transparent,colored
Printing: 1-6 colors offset ,silk cosmetic tube

Lipgloss Lip Lipgloss Gloss squeeze tube Cosmetic Soft Tube Packaging
Lipgloss Lip Lipgloss Gloss squeeze tube Cosmetic Soft Tube Packaging at www.cosmetic-tube.net
Diameter: 16mm-60mm
Length: adjusted within the range of tube capacity (3ml to 500ml)
Layer: mono-layer,double-layer and 5layers tube
Shape: round,oval,super flat
Material: LDPE,HDPE,MDPE,LLDPE,SOFT TOUCH,EVOH
Tube color: white, transparent,colored
Printing: 1-6 colors offset ,silk cosmetic tube

Empty Scalp Massage Skin Care Cream Tube Packaging With Head Massage Applicator With Metal Three Ball Portable Body Massage Tube
Empty Scalp Massage Skin Care Cream Tube Packaging With Head Massage Applicator With Metal Three Ball Portable Body Massage Tube at www.cosmetic-tube.net
Diameter: 16mm-60mm
Length: adjusted within the range of tube capacity (3ml to 500ml)
Layer: mono-layer,double-layer and 5layers tube
Shape: round,oval,super flat
Material: LDPE,HDPE,MDPE,LLDPE,SOFT TOUCH,EVOH
Tube color: white, transparent,colored
Printing: 1-6 colors offset ,silk cosmetic tube

wholesale empty 30ml 50ml 100ml 150ml white plastic PE cosmetic squeeze printing tube with flip top cover
wholesale empty 30ml 50ml 100ml 150ml white plastic PE cosmetic squeeze printing tube with flip top cover on www.cosmetic-tube.net
Diameter: 16mm-60mm
Length: adjusted within the range of tube capacity (3ml to 500ml)
Layer: mono-layer,double-layer and 5layers tube
Shape: round,oval,super flat
Material: LDPE,HDPE,MDPE,LLDPE,SOFT TOUCH,EVOH
Tube color: white, transparent,colored
Printing: 1-6 colors offset ,silk cosmetic tube

Empty 10ml 15ml 30ml 60ml Black Blackout Hard Acrylic UV Nail Extension Poly Building Gel Cosmetic Tube For Gel Packaging
Empty 10ml 15ml 30ml 60ml Black Blackout Hard Acrylic UV Nail Extension Poly Building Gel Cosmetic Tube For Gel Packaging at www.cosmetic-tube.net
Diameter: 16mm-60mm
Length: adjusted within the range of tube capacity (3ml to 500ml)
Layer: mono-layer,double-layer and 5layers tube
Shape: round,oval,super flat
Material: LDPE,HDPE,MDPE,LLDPE,SOFT TOUCH,EVOH
Tube color: white, transparent,colored
Printing: 1-6 colors offset ,silk cosmetic tube

Empty Lip Gloss squeeze tubes
Empty Lip Gloss squeeze tubes from Jiangsu Xinfly Packaging Co.,LTD at www.cosmetic-tube.net
Diameter: 16mm-60mm
Length: adjusted within the range of tube capacity (3ml to 500ml)
Layer: mono-layer,double-layer and 5layers tube
Shape: round,oval,super flat
Material: LDPE,HDPE,MDPE,LLDPE,SOFT TOUCH,EVOH
Tube color: white, transparent,colored
Printing: 1-6 colors offset ,silk cosmetic tube

Empty Cosmetic Packaging Plastic Soft Squeeze Hotel Body Lotion Shampoo Conditioner Body Wash Tube Set
Empty Cosmetic Packaging Plastic Soft Squeeze Hotel Body Lotion Shampoo Conditioner Body Wash Tube Set - empty cosmetic packaging,empty cosmetic tube ,Body lotion tube,shampoo tube on www.cosmetic-tube.net
Diameter: 16mm-60mm
Length: adjusted within the range of tube capacity (3ml to 500ml)
Layer: mono-layer,double-layer and 5layers tube
Shape: round,oval,super flat
Material: LDPE,HDPE,MDPE,LLDPE,SOFT TOUCH,EVOH
Tube color: white, transparen

Eco Friendly Biodegradable Material Wheat Straw Tubes Packaging
Eco Friendly Biodegradable Material Wheat Straw Tubes Packaging - Wheat Straw Tubes,Cosmetic Tubes Packaging,Plastic Tube For Cosmetics,Recycled Plastic Tube,Biodegradable cosmetic tube on www.cosmetic-tube.net
Diameter: 16mm-60mm
Length: adjusted within the range of tube capacity (3ml to 500ml)
Layer: mono-layer,double-layer and 5layers tube
Shape: round,oval,super flat
Material: LDPE,HDPE,MDPE,LLDPE,SOFT TOUCH,EVOH
Tube color: white, transparen

Recyclable 40% Kraft Paper Plastic Body Lotion Hand Cream Cosmetic Soft Tube Biodegradable squeeze tubes packaging
Recyclable 40% Paper Plastic Body Lotion Hand Cream Cosmetic Soft Tube Biodegradable squeeze tubes packaging - Paper Cosmetic Tube,Cosmetic Tubes Packaging,Plastic Tube For Cosmetics,Recycled Plastic Tube,Recycled cosmetic tube on www.cosmetic-tube.net
Diameter: 16mm-60mm
Length: adjusted within the range of tube capacity (3ml to 500ml)
Layer: mono-layer,double-layer and 5layers tube
Shape: round,oval,super flat
Material: LDPE,HDPE,MDPE,LLDPE,SOFT TOUCH,EVOH
Tube color: white, transparen
 Tubes Recycled Cosmetic Tube For Cosmetic Packaging")
Eco-packaging Plastic PCR (Post-consumer Resin) Tubes Recycled Cosmetic Tube For Cosmetic Packaging
Eco-packaging Plastic PCR (Post-consumer Resin) Tubes Recycled Cosmetic Tube For Cosmetic Packaging - Pcr Tube,Cosmetic Tubes Packaging,Plastic Tube For Cosmetics Packaging Product on www.cosmetic-tube.net
Diameter: 16mm-60mm
Length: adjusted within the range of tube capacity (3ml to 500ml)
Layer: mono-layer,double-layer and 5layers tube
Shape: round,oval,super flat
Material: LDPE,HDPE,MDPE,LLDPE,SOFT TOUCH,EVOH
Tube color: white, transparent,colored
Printing: 1-6 colors offset ,silkscr

Customization Eco-friendly PCR Cosmetic Cream Lotion Cleanser Body Skincare Tube Packaging Recycled Plastic Tube
Customization Eco-friendly PCR Cosmetic Cream Lotion Cleanser Body Skincare Tube Packaging Recycled Plastic Tube - Pcr Tube,Cosmetic Tubes Packaging,Plastic Tube For Cosmetics Packaging Product on www.cosmetic-tube.net
Diameter: 16mm-60mm
Length: adjusted within the range of tube capacity (3ml to 500ml)
Layer: mono-layer,double-layer and 5layers tube
Shape: round,oval,super flat
Material: LDPE,HDPE,MDPE,LLDPE,SOFT TOUCH,EVOH
Tube color: white, transparent,colored
Coating: Glossy,Matte
Pr
Empty Tube Cosmetic Cream Lotion Facial Cleanser Tubes Gold High Glossy ABL Plastic 100ml 120ml Cosmetic Packaging Round
Empty Tube Cosmetic Cream Lotion Facial Cleanser Tubes Gold High Glossy ABL Plastic 100ml 120ml Cosmetic Packaging Round Tube Manufacturer at www.cosmetic-tube.net
100g Cosmetic Plastic Cream Soft Plastic Tube Laminated Soft Plastic Toothpaste Tube Packaging With Screw Lid
100g Cosmetic Plastic Cream Soft Plastic Tube Laminated Soft Plastic Toothpaste Tube Packaging With Screw Lid Manufacturer at www.cosmetic-tube.net
OEM/ODM Plastic Tube Empty PE Tube Skin Cream Cleanser Face Cream Sunscreen Cosmetic Packaging Squeeze Tube Manufacturer
OEM/ODM Plastic Tube Empty PE Tube Skin Cream Cleanser Face Cream Sunscreen Cosmetic Packaging Squeeze Tube Manufacturer at www.cosmetic-tube.net
50-100ML Aluminium Collapsible Tubes Hand Cream Tube With Octagonal Top
50-100ML Aluminium Collapsible Tubes Hand Cream Tube With Octagonal Top manufacturers and suppliers at www.cosmetic-tube.net
50ml Silver Metallic Glossy Aluminum Laminated Cosmetics Tubes
50ml Silver Metallic Glossy Aluminum Laminated Cosmetics Tubes Cosmetic Tube manufacturers and suppliers at www.cosmetic-tube.net
Diameter: 16mm-60mm
Length: adjusted within the range of tube capacity (3ml to 500ml)
Layer: mono-layer,double-layer and 5layers tube
Shape: round,oval,super flat
Material: LDPE,HDPE,MDPE,LLDPE,SOFT TOUCH,EVOH
Tube color: white, transparent,colored
Printing: 1-6 colors offset ,silk cosmetic tube
ABL shiny metallic packing with style Gold Aluminum Plastic Cream tube airless Facial Cleansing Cosmetic Tube
ABL shiny metallic packing with style Gold Aluminum Plastic Cream tube airless Facial Cleansing Cosmetic Tube manufacturers and suppliers at www.cosmetic-tube.net
Diameter: 16mm-60mm
Length: adjusted within the range of tube capacity (3ml to 500ml)
Layer: mono-layer,double-layer and 5layers tube
Shape: round,oval,super flat
Material: LDPE,HDPE,MDPE,LLDPE,SOFT TOUCH,EVOH
Tube color: white, transparent,colored
Printing: 1-6 colors offset ,silk cosmetic tube
Cosmetic Tube Packaging Cosmetics Container
Cosmetic Tube,Packaging Cosmetics Container manufacturers and suppliers at www.cosmetic-tube.net
Diameter: 16mm-60mm
Length: adjusted within the range of tube capacity (3ml to 500ml)
Layer: mono-layer,double-layer and 5layers tube
Shape: round,oval,super flat
Material: LDPE,HDPE,MDPE,LLDPE,SOFT TOUCH,EVOH
Tube color: white, transparent,colored
Printing: 1-6 colors offset ,silk cosmetic tube
Plastic cosmetic tube manufacturers and suppliers
Plastic cosmetic tube manufacturers and suppliers at www.cosmetic-tube.net
Diameter: 16mm-60mm
Length: adjusted within the range of tube capacity (3ml to 500ml)
Layer: mono-layer,double-layer and 5layers tube
Shape: round,oval,super flat
Material: LDPE,HDPE,MDPE,LLDPE,SOFT TOUCH,EVOH
Tube color: white, transparent,colored
Printing: 1-6 colors offset ,silk cosmetic tube
Black 120ml 150ml skin care tube cosmetic plastic packaging tube BB CC cream round plastic packaging tube with screw cap
black 120ml 150ml skin care tube cosmetic plastic packaging tube BB CC cream round plastic packaging tube with screw cap at www.cosmetic-tube.net
Diameter: 16mm-60mm
Length: adjusted within the range of tube capacity (3ml to 500ml)
Layer: mono-layer,double-layer and 5layers tube
Shape: round,oval,super flat
Material: LDPE,HDPE,MDPE,LLDPE,SOFT TOUCH,EVOH
Tube color: white, transparent,colored
Printing: 1-6 colors offset ,silk cosmetic tube

Luxury Empty Plastic 30ml 50ml BB Eye Cream Tube Airless Pump Squeeze Cosmetic Sugarcane Soft Touch Tubes
Luxury Empty Plastic 15ml 30ml 50ml BB Eye Cream Tube Airless Pump Squeeze Cosmetic Sugarcane Soft Touch Tubes on www.cosmetic-tube.net
Diameter: 16mm-60mm
Length: adjusted within the range of tube capacity (3ml to 500ml)
Layer: mono-layer,double-layer and 5layers tube
Shape: round,oval,super flat
Material: LDPE,HDPE,MDPE,LLDPE,SOFT TOUCH,EVOH
Tube color: white, transparent,colored
Printing: 1-6 colors offset ,silk cosmetic tube

Empty 30ml 35ml Squeeze BB CC Cream Lotion Container Tube Packaging
Cheap 30ml 35ml Squeeze BB CC Cream Lotion Container Tube Packaging on www.cosmetic-tube.net
Diameter: 16mm-60mm
Length: adjusted within the range of tube capacity (3ml to 500ml)
Layer: mono-layer,double-layer and 5layers tube
Shape: round,oval,super flat
Material: LDPE,HDPE,MDPE,LLDPE,SOFT TOUCH,EVOH
Tube color: white, transparent,colored
Printing: 1-6 colors offset ,silk cosmetic tube

30ml 35ml Squeeze BB CC Cream Lotion Container Tube Packaging
Cheap 30ml 35ml Squeeze BB CC Cream Lotion Container Tube Packaging on www.cosmetic-tube.net
Diameter: 16mm-60mm
Length: adjusted within the range of tube capacity (3ml to 500ml)
Layer: mono-layer,double-layer and 5layers tube
Shape: round,oval,super flat
Material: LDPE,HDPE,MDPE,LLDPE,SOFT TOUCH,EVOH
Tube color: white, transparent,colored
Printing: 1-6 colors offset ,silk cosmetic tube
Manufacturers wholesale new empty lipstick tubes hang pendantslip gloss squeeze tube
Manufacturers wholesale new empty lipstick tubes hang pendantslip gloss squeeze tube with Custom logo at www.cosmetic-tube.net
Diameter: 16mm-60mm
Length: adjusted within the range of tube capacity (3ml to 500ml)
Layer: mono-layer,double-layer and 5layers tube
Shape: round,oval,super flat
Material: LDPE,HDPE,MDPE,LLDPE,SOFT TOUCH,EVOH
Tube color: white, transparent,colored
Printing: 1-6 colors offset ,silk cosmetic tube
Hot Sale Squeeze PETG Eye Cream Tube Lip Gloss Tubes Lip Balm Packaging Custom Volume Replaceable Head with Custom logo
Hot Sale Squeeze PETG Eye Cream Tube Lip Gloss Tubes Lip Balm Packaging Custom Volume Replaceable Head with Custom logo at www.cosmetic-tube.net
Diameter: 16mm-60mm
Length: adjusted within the range of tube capacity (3ml to 500ml)
Layer: mono-layer,double-layer and 5layers tube
Shape: round,oval,super flat
Material: LDPE,HDPE,MDPE,LLDPE,SOFT TOUCH,EVOH
Tube color: white, transparent,colored
Printing: 1-6 colors offset ,silk cosmetic tube
10g 10ml 15ml Empty Custom Color Squeeze Tube lip Gloss Lipstick lip Balm Squeeze Tube Packaging Plastic Tube
10g 10ml 15ml Empty Custom Color Squeeze Tube lip Gloss Lipstick lip Balm Squeeze Tube Packaging Plastic Tube at www.cosmetic-tube.net
Diameter: 16mm-60mm
Length: adjusted within the range of tube capacity (3ml to 500ml)
Layer: mono-layer,double-layer and 5layers tube
Shape: round,oval,super flat
Material: LDPE,HDPE,MDPE,LLDPE,SOFT TOUCH,EVOH
Tube color: white, transparent,colored
Printing: 1-6 colors offset ,silk cosmetic tube
Lipgloss Lip Lipgloss Gloss squeeze tube Cosmetic Soft Tube Packaging
Lipgloss Lip Lipgloss Gloss squeeze tube Cosmetic Soft Tube Packaging at www.cosmetic-tube.net
Diameter: 16mm-60mm
Length: adjusted within the range of tube capacity (3ml to 500ml)
Layer: mono-layer,double-layer and 5layers tube
Shape: round,oval,super flat
Material: LDPE,HDPE,MDPE,LLDPE,SOFT TOUCH,EVOH
Tube color: white, transparent,colored
Printing: 1-6 colors offset ,silk cosmetic tube
Empty Lip Gloss squeeze tubes
Empty Lip Gloss squeeze tubes from Jiangsu Xinfly Packaging Co.,LTD at www.cosmetic-tube.net
Diameter: 16mm-60mm
Length: adjusted within the range of tube capacity (3ml to 500ml)
Layer: mono-layer,double-layer and 5layers tube
Shape: round,oval,super flat
Material: LDPE,HDPE,MDPE,LLDPE,SOFT TOUCH,EVOH
Tube color: white, transparent,colored
Printing: 1-6 colors offset ,silk cosmetic tube

Custom LOGO Pink Black Silver Clear cap lipgloss tube private label 5ml 8ml 10ml 15ml empty squeeze lip gloss tube containers
Custom LOGO Pink Black Silver Clear cap lipgloss tube private label 5ml 8ml 10ml 15ml empty squeeze lip gloss tube containers from Jiangsu Xinfly Packaging Co.,LTD at www.cosmetic-tube.net
Diameter: 16mm-60mm
Length: adjusted within the range of tube capacity (3ml to 500ml)
Layer: mono-layer,double-layer and 5layers tube
Shape: round,oval,super flat
Material: LDPE,HDPE,MDPE,LLDPE,SOFT TOUCH,EVOH
Tube color: white, transparent,colored
Printing: 1-6 colors offset ,silk cosmetic tube

Custom Printed Clear Plastic Lipgloss Tube Container Empty Soft Lip Gloss Squeeze Tubes With Wand
Custom Printed Clear Plastic Lipgloss Tube Container Empty Soft Lip Gloss Squeeze Tubes With Wand from Jiangsu Xinfly Packaging Co.,LTD at www.cosmetic-tube.net
Diameter: 16mm-60mm
Length: adjusted within the range of tube capacity (3ml to 500ml)
Layer: mono-layer,double-layer and 5layers tube
Shape: round,oval,super flat
Material: LDPE,HDPE,MDPE,LLDPE,SOFT TOUCH,EVOH
Tube color: white, transparent,colored
Printing: 1-6 colors offset ,silk cosmetic tube

15ml Empty Lip Gloss squeeze tubes
15ml Empty Lip Gloss squeeze tubes from Jiangsu Xinfly Packaging Co.,LTD at www.cosmetic-tube.net
Diameter: 16mm-60mm
Length: adjusted within the range of tube capacity (3ml to 500ml)
Layer: mono-layer,double-layer and 5layers tube
Shape: round,oval,super flat
Material: LDPE,HDPE,MDPE,LLDPE,SOFT TOUCH,EVOH
Tube color: white, transparent,colored
Printing: 1-6 colors offset ,silk cosmetic tube

Custom Printed Clear Plastic Lipgloss Tube Container Empty Soft Lip Gloss Squeeze Tubes With Wand-副本-副本
Custom Printed Clear Plastic Lipgloss Tube Container Empty Soft Lip Gloss Squeeze Tubes With Wand from Jiangsu Xinfly Packaging Co.,LTD at www.cosmetic-tube.net
Diameter: 16mm-60mm
Length: adjusted within the range of tube capacity (3ml to 500ml)
Layer: mono-layer,double-layer and 5layers tube
Shape: round,oval,super flat
Material: LDPE,HDPE,MDPE,LLDPE,SOFT TOUCH,EVOH
Tube color: white, transparent,colored
Printing: 1-6 colors offset ,silk cosmetic tube

Custom Printed Clear Plastic Lipgloss Tube Container Empty Soft Lip Gloss Squeeze Tubes With Wand
Custom Printed Clear Plastic Lipgloss Tube Container Empty Soft Lip Gloss Squeeze Tubes With Wand from Jiangsu Xinfly Packaging Co.,LTD at www.cosmetic-tube.net
Diameter: 16mm-60mm
Length: adjusted within the range of tube capacity (3ml to 500ml)
Layer: mono-layer,double-layer and 5layers tube
Shape: round,oval,super flat
Material: LDPE,HDPE,MDPE,LLDPE,SOFT TOUCH,EVOH
Tube color: white, transparent,colored
Printing: 1-6 colors offset ,silk cosmetic tube
Manufacturer Empty PE Eye Cream Tube Cosmetic Packaging Squeeze Tube with Long Nozzle Custom Medical Gel Container
Manufacturer Empty PE Eye Cream Tube Cosmetic Packaging Squeeze Tube with Long Nozzle Custom Medical Gel Container from Jiangsu Xinfly Packaging Co.,LTD at www.cosmetic-tube.net
Diameter: 16mm-60mm
Length: adjusted within the range of tube capacity (3ml to 500ml)
Layer: mono-layer,double-layer and 5layers tube
Shape: round,oval,super flat
Material: LDPE,HDPE,MDPE,LLDPE,SOFT TOUCH,EVOH
Tube color: white, transparent,colored
Printing: 1-6 colors offset ,silk cosmetic tube

15ml 20ml 30ml custom squeeze soft sample Plastic Long Nozzle Eye Serum cream Tube with plating lid
15ml 20ml 30ml custom squeeze soft sample Plastic Long Nozzle Eye Serum cream Tube with plating lid from Jiangsu Xinfly Packaging Co.,LTD at www.cosmetic-tube.net
Diameter: 16mm-60mm
Length: adjusted within the range of tube capacity (3ml to 500ml)
Layer: mono-layer,double-layer and 5layers tube
Shape: round,oval,super flat
Material: LDPE,HDPE,MDPE,LLDPE,SOFT TOUCH,EVOH
Tube color: white, transparent,colored
Printing: 1-6 colors offset ,silk cosmetic tube

printed empty pe soft tube long nose gel packaging cosmetic eye cream packing containers plastic tube
printed empty pe soft tube long nose gel packaging cosmetic eye cream packing containers plastic tube from Jiangsu Xinfly Packaging Co.,LTD at www.cosmetic-tube.net
Diameter: 16mm-60mm
Length: adjusted within the range of tube capacity (3ml to 500ml)
Layer: mono-layer,double-layer and 5layers tube
Shape: round,oval,super flat
Material: LDPE,HDPE,MDPE,LLDPE,SOFT TOUCH,EVOH
Tube color: white, transparent,colored
Printing: 1-6 colors offset ,silk cosmetic tube
50ml Silver Metallic Glossy Aluminum Laminated Cosmetics Tubes
50ml Silver Metallic Glossy Aluminum Laminated Cosmetics Tubes Cosmetic Tube manufacturers and suppliers at www.cosmetic-tube.net
Diameter: 16mm-60mm
Length: adjusted within the range of tube capacity (3ml to 500ml)
Layer: mono-layer,double-layer and 5layers tube
Shape: round,oval,super flat
Material: LDPE,HDPE,MDPE,LLDPE,SOFT TOUCH,EVOH
Tube color: white, transparent,colored
Printing: 1-6 colors offset ,silk cosmetic tube
ABL shiny metallic packing with style Gold Aluminum Plastic Cream tube airless Facial Cleansing Cosmetic Tube
ABL shiny metallic packing with style Gold Aluminum Plastic Cream tube airless Facial Cleansing Cosmetic Tube manufacturers and suppliers at www.cosmetic-tube.net
Diameter: 16mm-60mm
Length: adjusted within the range of tube capacity (3ml to 500ml)
Layer: mono-layer,double-layer and 5layers tube
Shape: round,oval,super flat
Material: LDPE,HDPE,MDPE,LLDPE,SOFT TOUCH,EVOH
Tube color: white, transparent,colored
Printing: 1-6 colors offset ,silk cosmetic tube

ABL Empty Aluminium Laminated Tubes Cosmetic Packaging Plastic Tube
ABL Empty Aluminium Laminated Tubes Cosmetic Packaging Plastic Tube manufacturers and suppliers at www.cosmetic-tube.net
Diameter: 16mm-60mm
Length: adjusted within the range of tube capacity (3ml to 500ml)
Layer: mono-layer,double-layer and 5layers tube
Shape: round,oval,super flat
Material: LDPE,HDPE,MDPE,LLDPE,SOFT TOUCH,EVOH
Tube color: white, transparent,colored
Printing: 1-6 colors offset ,silk cosmetic tube

Flat Squeeze Aluminum Plastic Tubes for BB and CC Cream
Flat Oval Squeeze Aluminum Plastic Tubes for BB and CC Cream manufacturers and suppliers at www.cosmetic-tube.net
Diameter: 16mm-60mm
Length: adjusted within the range of tube capacity (3ml to 500ml)
Layer: mono-layer,double-layer and 5layers tube
Shape: round,oval,super flat
Material: LDPE,HDPE,MDPE,LLDPE,SOFT TOUCH,EVOH
Tube color: white, transparent,colored
Printing: 1-6 colors offset ,silk cosmetic tube

No data
Cosmetic Tubes Packaging – Our offer
Polyethylene tubes
We manufacture polyethylene tubes from solid and durable polymers of varying density. Their sturdiness makes them a perfect solution for a variety of industries – food, cosmetics, chemicals, pharmaceuticals and more. The colour and size of our recycled plastic tubes, as well as the type of cap, can be adapted to client’s needs.

Sugar cane tubes
As one of a few renowned tube manufacturers from China, we made sure to include ecological products within our offer. Sugar cane tubes are made from bio-based polyethylene (at least 96%), which is obtained from sugar cane. This type of packaging does not consist of potentially harmful Biosfenol. This eco friendly squeeze tube can be easily recycled.

PCR plastic tubes
Our offer includes sustainable tube packaging manufactured from materials obtained by recycling plastic waste from individual households in the China. Xinfly Packaging cares deeply about the environment, which is why we wanted to include PCR plastic tubes in our collection of products. We are going to make sure our tubes meet all your expectations.

ABL Tube
The ABL (Aluminium Barrier Laminate) tube consists of multiple PE layers, in which an aluminum barrier is embedded (aluminum barrier laminate).

PBL Tube
The PBL (Plastic Barrier Laminate) tube is a laminate tube without aluminum and is completely produced from plastic (plastic barrier laminate)

Aluminum Tube
Made of high-purity aluminum, environmentally friendly, recyclable, sturdy, and durable.

Why choose us?
Jiangsu Xinfly Packaging Co.Ltd

Certification
The company's production facilities have achieved ISO-9001:2008 and ISO 1400 certified quality awards. All certified

Logistics Services
The company maintains long-term cooperation with logistics companies such as DHL, Debon, UPS and SF Express, with a fast, convenient and high-quality logistics service system, so that customers can rest assured

Professional Service
The company has a professional sales and technical support team to understand and communicate with customers about the application of products at any time, and provide one-to-one efficient and professional services

Quality Assurance
The company's products all implement STD and EIA standards, fully automated production, so that all parameters of each product are 100% tested more than 5 times to ensure 100% product quality

Timely Delivery
The company has accurate expected stocking and maintains a stable safety stock to meet customers' urgent needs and bulk purchasing needs. We produce 200,000 tubes per day.

3rd Party Inspection
The company's products are sampled every year and sent to third-party inspections (such as SGS and UL), in line with UL, RoHs, REACH and environmental protection requirements of various countries
Design your own tube!

JEFF SHAO
CEO
Founder of Jiangsu Xinly Packaging Co., Ltd. 15 years of experience in cosmetic tube production, sales and design.

MARK XUE
SALES DIRECTOR
Engaged in cosmetic tube sales for 11 years.
Make cosmetic tube solution for many brands.

VIKKI LEE
DESIGNER DIRECTOR
7 years of cosmetic packaging design experience, handling more than 1,000 cosmetic tube designs every year. Has rich design experience.

Just-in-Time Production
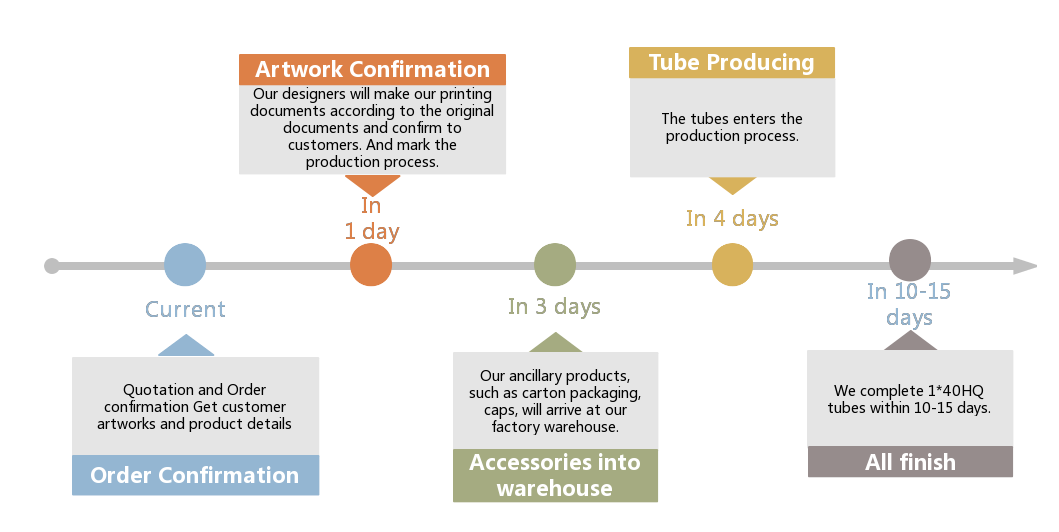

-
22 2020 / 06
top Reco Jiangsu Xinfly Packaging Co., Ltd. was established

With the expansion of the company's business, Jiangsu Xinfly Packaging Co., Ltd.
-
16 2019 / 09
top Reco Jiangsu Xinfly Packaging Co., Ltd. Yangzhou Sales Department was established
Jiangsu Xinfly Packaging Co., Ltd. Yangzhou Sales Department was established. With the expansion of the company's business, Jiangsu Xinfly Packaging Co., Ltd. set up a sales office in Yangzhou in orde
-
22 2019 / 06
top Reco Taiwan Office (Taiwan Bintai Enterprise)
Xinfly Packaging signed a strategic cooperation agreement with Taiwan Bintai Ent

")

Create Cosmetic Brands
Xinfly Packaging is with you...
Contact US for Free Consultation and Samples
Ps. Normally we will reply all your inquiries/replies within 24 hours!

copyright © 2015-2025 Jiangsu Xinfly Packaging Co.,Ltd sitemap cosmetic tube packaging cosmetic tube cosmetic tube manufacturer

